
Una, piliin ang tamang heating device
Ang pag-alis ng plastic na nakadikit sa turnilyo sa pamamagitan ng apoy o pag-ihaw ay ang pinakakaraniwan at epektibong paraan para sa mga plastic processing unit, ngunit ang acetylene flame ay hindi dapat gamitin upang linisin ang turnilyo.
Tama at mabisang paraan: gumamit kaagad ng blowtorch pagkatapos gamitin ang turnilyo para sa paglilinis. Dahil ang tornilyo ay may init sa panahon ng pagproseso, ang pamamahagi ng init ng tornilyo ay pare-pareho pa rin.

Pangalawa, piliin ang tamang ahente ng paglilinis
Maraming uri ng panlinis ng tornilyo (mga materyales sa panlinis ng tornilyo) sa merkado, karamihan sa mga ito ay mahal at may iba't ibang epekto. Ang mga kumpanya sa pagpoproseso ng plastik ay maaaring gumamit ng iba't ibang mga resin upang gumawa ng mga materyales sa paglilinis ng tornilyo ayon sa kanilang sariling mga kondisyon sa produksyon.
Pangatlo, piliin ang tamang paraan ng paglilinis
Ang unang hakbang sa paglilinis ng tornilyo ay upang patayin ang feeding insert, iyon ay, isara ang feeding port sa ilalim ng hopper; Pagkatapos ay bawasan ang bilis ng turnilyo sa 15-25r/min at panatilihin ang bilis na ito hanggang sa huminto sa pag-agos ang matunaw na daloy sa harap ng die. Ang temperatura ng lahat ng mga heating zone ng bariles ay dapat itakda sa 200°C. Sa sandaling maabot ng bariles ang temperatura na ito, magsisimula ang paglilinis.
Depende sa proseso ng extrusion (maaaring kailangang alisin ang die upang mabawasan ang panganib ng labis na presyon sa harap na dulo ng extruder), ang paglilinis ay dapat gawin ng isang tao: sinusunod ng operator ang bilis ng turnilyo at torque mula sa control panel, habang pinagmamasdan ang presyon ng extrusion upang matiyak na ang presyon ng system ay hindi masyadong mataas. Sa buong proseso, ang bilis ng turnilyo ay dapat panatilihin sa loob ng 20r/min. Sa mga application na may low pressure dies, huwag tanggalin ang die para sa paglilinis sa unang lugar. Kapag ang extrusion ay ganap na na-convert mula sa processing resin patungo sa cleaning resin, ang die ay ititigil at inalis, at pagkatapos ay ang turnilyo ay muling i-restart (sa loob ng 10r/min) upang payagan ang natitirang cleaning resin na dumaloy palabas.

Pang-apat, piliin ang tamang mga tool sa paglilinis
Ang mga wastong kasangkapan at mga materyales sa paglilinis ay dapat kasama ang: mga guwantes na lumalaban sa init, salaming de kolor, mga scraper ng tanso, mga brush na tanso, wire mesh na tanso, stearic acid, mga electric drill, mga ruler ng bariles, telang cotton.
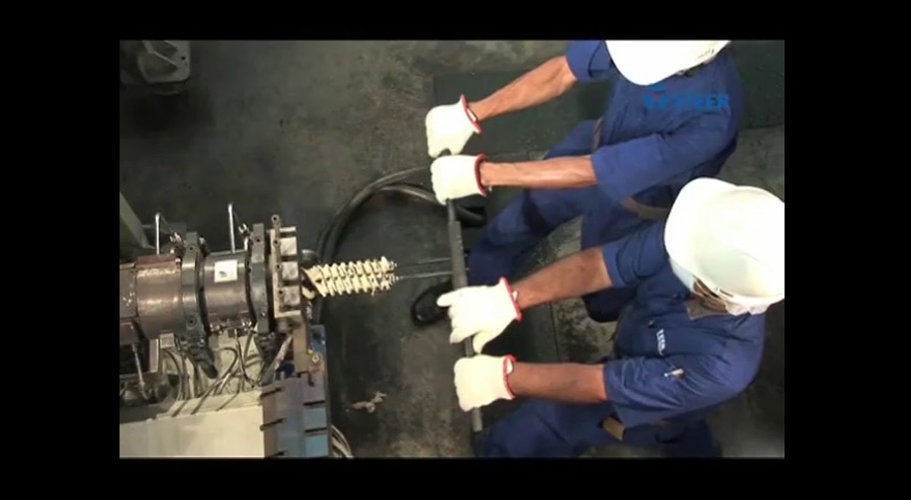
Sa sandaling huminto sa pag-extrude ang panlinis na dagta, maaaring alisin ang tornilyo mula sa device. Para sa mga turnilyo na may cooling system, tanggalin ang linya ng hose at swivel na koneksyon bago simulan ang screw extraction device, na maaaring ikabit sa gearbox. Gamitin ang screw extraction device upang itulak ang turnilyo pasulong, na inilantad ang posisyon ng 4-5 na turnilyo para sa paglilinis.
Ang panlinis na dagta sa tornilyo ay maaaring linisin gamit ang isang copper scraper at tansong brush. Matapos linisin ang panlinis na dagta sa nakalantad na turnilyo, itutulak pasulong ang device ng 4-5 na turnilyo gamit ang screw extraction device at ipagpapatuloy ang paglilinis. Ito ay paulit-ulit at sa huli ang karamihan sa turnilyo ay itinulak palabas ng bariles.
Kapag naalis na ang karamihan sa panlinis na dagta, iwisik ang stearic acid sa tornilyo; Pagkatapos ay gumamit ng tansong wire mesh upang alisin ang natitirang nalalabi, at pagkatapos na ang buong turnilyo ay pinakintab ng tansong wire mesh, gumamit ng cotton cloth para sa panghuling punasan. Kung ang tornilyo ay kailangang i-save, ang isang layer ng grasa ay dapat ilapat sa ibabaw upang maiwasan ang kalawang.

Ang paglilinis ng bariles ay mas madali kaysa sa paglilinis ng tornilyo, ngunit ito rin ay napakahalaga.
1. Kapag naghahanda upang linisin ang bariles, ang temperatura ng bariles ay nakatakda din sa 200°C;
2. I-screw ang round steel brush sa drill pipe at ang electric drill sa mga tool sa paglilinis, at pagkatapos ay balutin ang steel brush gamit ang copper wire mesh;
3. Bago ipasok ang tool sa paglilinis sa bariles, iwisik ang stearic acid sa bariles, o iwiwisik ang stearic acid sa tansong wire mesh ng tool sa paglilinis;
4. Matapos makapasok ang tansong wire mesh sa bariles, simulan ang electric drill upang paikutin ito, at artipisyal na gawin itong pabalik-balik hanggang sa ang pasulong at paatras na paggalaw na ito ay maging walang pagtutol;
5. Matapos alisin ang tansong wire mesh mula sa bariles, gumamit ng isang bungkos ng cotton cloth upang punasan pabalik-balik sa bariles upang alisin ang anumang panlinis na dagta o fatty acid na nalalabi; Pagkatapos ng ilang pabalik-balik na pagpahid, kumpleto na ang paglilinis ng bariles. Ang lubusang nalinis na tornilyo at bariles ay handa na para sa susunod na produksyon!

Oras ng post: Mar-16-2023